
线切割工序操作规程
发表于:2012-04-21 17:24:23
来源:www.solarbe.com作者:solarbe
线切割工序操作规程
一:配置晶棒。根据切方工序提供的《领取晶棒记录表》配置所需晶棒。需要由若干小段晶棒拼凑成一组长棒时,每组相同位置所对应的晶棒之间长度差距不得超过10mm。每个位置的晶棒不得超过4段。每组晶棒总长度不低于450mm,不超过515mm。配置完毕后将晶棒棒号、长度、所在位置填写在《粘晶棒记录表》上。
二:领取晶棒。根据《粘晶棒记录表》所配置的晶棒棒号在切方工序领取晶棒并在《领取晶棒记录表》上签名。领取的晶棒根据《粘晶棒记录表》上所标位置摆放在粘晶棒工作台上,并保持清洁。领取晶棒时发现晶棒上有油污,硅粉,水渍等脏物时此晶棒便不得领用,向主管领导反应,等切方工序将晶棒清洁干净后再领用。
三:粘连晶棒。将金属垫条放置在粘晶棒限位器上,一边紧靠定位螺钉。用无水酒精清洁金属垫条与玻璃垫条待粘表面,调配15克胶和15克固化剂,搅拌均匀,均匀的涂抹在金属垫条上,然后将玻璃垫条放在上面,用力挤压移动玻璃垫条,使玻璃垫条和金属垫条之间的空气全部排出,充分接触。然后压上重物,等待20分钟。取下重物,用无水酒精清洁玻璃垫条和晶棒待粘表面。根据晶棒长度调20~25克胶和20~25克固化剂,搅拌均匀后均匀的涂抹在玻璃垫条上,将晶棒放在上面,用力挤压移动晶棒,使其中的空气全部排除,充分接触,然后压上重物,等待20分钟后翻转过来,将夹持导轨放置在金属垫条上,用40牛的力上紧5个涂抹过黄油的螺栓,放置6小时后用于切割。
四:搅拌浆料。根据切割晶棒的总长度用计算软件计算需要的乙二醇和碳化硅,填写在《搅拌浆料记录表》上。先用气泵将乙二醇抽入搅拌器中,然后将碳化硅缓慢均匀的倒入搅拌器中,连续搅拌4小时以上,用测流速专用工具测量其流速,时间在30~40分钟为合格。
五:切割前准备步骤。
1、按F14,F6 将冷却水开关全部打开,在执行此命令前,要检查外界的冷却系统是否打开,并检查进水口水压在 2 - 4 bar。
2、检查切割线网上是否有跳线,并将跳线固定好。从机器中将所有掉落的晶片清理干净,并将线网下方的过滤网清洁。
3、按F15 检查右侧放线轮上的切割线的长度( >210km),如果长度不够,请更换新的足够长的线,同时要调整放线轮的参数(直径、线长--km).按F15 检查左侧收线轮上线的长度(<430 km),如果长度已超出,请更换新的收线轮,同时要调整收线轮的参数(直径、线长--km),并在新的收线轮上预先绕上1km的线(手动执行).(如出现收线轮线长的报警等,可将收线轮上的线长临时改为2km, 待正常后,再将其改回正确的值。)。
4、检查小的导线轮,如果有损伤等情况时,可将其更换,正常切割10次左右后,将其更换。
5、将左、右侧的门关闭。
6、检查浆料供给是否正常 (向前、向后)?
7、检查浆料罐浆料过滤器的压力(最大不要超过: 0.5 bar,否则要更换新的过滤袋)。
8、检查浆料的喷嘴是否被堵住?如果不是很干净,请将其清洗干净。
9、将所有工件的夹紧部位清洁, (较长晶棒的一侧紧靠活动轴承一侧) ,并将其锁紧。
10、检查冷却水的温度在切割时不要超过19ºC (按F14,àB1701)。检查柜内的冷却水系统的压力必须分别在:最低 5 bar; 2.5 bar; 5 bar. (冷却系统必须全部打开)。
11、按F11,F4 检查浆料的密度是否在范围内? (=1.65 ± 0.001kg/l)
12、按F11/S10 检查浆料的温度及其设定值 “Set” 是否正确(25.4°)?
13、按F12 检查切割的工艺参数 (是否为正确的切割过程参数)?
14、按F13 检查工件进给的调节因子是否设定在 100%?按F13 检查所有工件是否被锁紧?并调整设定切割时的零点(按F5,降低工作台).调节上工作台面,按F9 先释放夹紧,再手动转动机器右侧的手轮,调节结束后,并将工作台再次锁紧。按F13/S3 检查工件的位置是否回到 2.000mm处?按F13/S10 检查在切割时的进给速度是否设定为:1mm/min?
15、按F14/S10 检查轴承和马达的温度设定值 “Set” 是否正确(23°)?
16、按F15 检查线速度的调节因子是否设定在 100%?按F15 检查向前/向后进线的按钮应没有被激活(F5)?按F15 检查切割进线的方向设定是否正确 (F6, 向左侧进给 “ß”)?按F15 检查断线检查键应被激活 (F8)?按F15检查接地检查键应被激活 (F9)?按F15/S10 检查线的张力(自动模式下)设定值是否正确 (应为:35N)?按F15/S10 检查线速度在自动模式下设定是否正确(应为:12m/s)?
17、按F16/S10 剩余时间值是否正确?在开始自动切割前检查不允许有报警信息存在。将门用钥匙关闭并锁紧(off 侧),并将钥匙取出保管好。在按“自动开始切割模式“后将最顶层画面显示在窗体上,并确认切割时间是否正确?在按“自动开始切割模式“后将最顶层画面显示在窗体上,并确认此次切割所要消耗的线长是否正确?
18、开始切割.按“<->”按钮。
六:切割中注意事项。在切割过程中要观察机器的运行状况 (轴承的温度;浆料的温度/ 浆料的流量;线的张力等。
七:切割后检查步骤。
1、在切割结束时,按“ENTER”键确认信息;
2、在顶层画面按F3 键,将自动模式改为“SETUP”模式;
3、用钥匙将门解锁(to “ON” side);将前门打开;
4、检查晶棒是否被完全切透成薄片;(如果没有,请在profile里将切割结束的位置再向下切 1mm ,最低位置设定为: –133.5 mm ,并继续运行切割。)
5、按F13,S10,将进给速度降为: 20mm/min ;在手动模式下,按S13,升起切割后的晶片,将工作台升到 > +1mm.同时要检查所有的切割线在升起过程中正常.按F13, S2 .使返回工作台按钮闪烁,并将作业台自动回升到装/卸工件的位置。
6、将工件解开缩紧。
7、将工件从机器中取出。
8、关上前门。
八:脱离硅片。两人各持夹持导轨的一端,将晶棒移出泡片盒,来到脱胶水槽上方,用力将晶棒翻转过来,放在水槽中。先用洁净的冷水冲洗硅片,将付着在硅片上的浆料冲洗干净,然后用65度的热水浸泡,使胶软化,硅片能从玻璃垫条上取下来。注意热水不能飞溅到硅片上,热水也不能浸泡到硅片上。取下的硅片按《粘晶棒记录表》的顺序摆放在盛有清水的容器中。将脱离硅片的夹持导轨从脱胶水槽中取出,松开螺栓,取下导轨,将玻璃垫条和金属垫条放在脱胶加热器上准备脱胶。
九:脱离玻璃垫条。打开脱胶加热器,等待30分钟左右,用小铲插入玻璃垫条和金属垫条之间,使玻璃垫条和金属垫条分离。脱离下的玻璃垫条丢弃,将金属垫条上固化的胶清理干净,冷却后等待下次切割。
一:配置晶棒。根据切方工序提供的《领取晶棒记录表》配置所需晶棒。需要由若干小段晶棒拼凑成一组长棒时,每组相同位置所对应的晶棒之间长度差距不得超过10mm。每个位置的晶棒不得超过4段。每组晶棒总长度不低于450mm,不超过515mm。配置完毕后将晶棒棒号、长度、所在位置填写在《粘晶棒记录表》上。
二:领取晶棒。根据《粘晶棒记录表》所配置的晶棒棒号在切方工序领取晶棒并在《领取晶棒记录表》上签名。领取的晶棒根据《粘晶棒记录表》上所标位置摆放在粘晶棒工作台上,并保持清洁。领取晶棒时发现晶棒上有油污,硅粉,水渍等脏物时此晶棒便不得领用,向主管领导反应,等切方工序将晶棒清洁干净后再领用。
三:粘连晶棒。将金属垫条放置在粘晶棒限位器上,一边紧靠定位螺钉。用无水酒精清洁金属垫条与玻璃垫条待粘表面,调配15克胶和15克固化剂,搅拌均匀,均匀的涂抹在金属垫条上,然后将玻璃垫条放在上面,用力挤压移动玻璃垫条,使玻璃垫条和金属垫条之间的空气全部排出,充分接触。然后压上重物,等待20分钟。取下重物,用无水酒精清洁玻璃垫条和晶棒待粘表面。根据晶棒长度调20~25克胶和20~25克固化剂,搅拌均匀后均匀的涂抹在玻璃垫条上,将晶棒放在上面,用力挤压移动晶棒,使其中的空气全部排除,充分接触,然后压上重物,等待20分钟后翻转过来,将夹持导轨放置在金属垫条上,用40牛的力上紧5个涂抹过黄油的螺栓,放置6小时后用于切割。
四:搅拌浆料。根据切割晶棒的总长度用计算软件计算需要的乙二醇和碳化硅,填写在《搅拌浆料记录表》上。先用气泵将乙二醇抽入搅拌器中,然后将碳化硅缓慢均匀的倒入搅拌器中,连续搅拌4小时以上,用测流速专用工具测量其流速,时间在30~40分钟为合格。
五:切割前准备步骤。
1、按F14,F6 将冷却水开关全部打开,在执行此命令前,要检查外界的冷却系统是否打开,并检查进水口水压在 2 - 4 bar。
2、检查切割线网上是否有跳线,并将跳线固定好。从机器中将所有掉落的晶片清理干净,并将线网下方的过滤网清洁。
3、按F15 检查右侧放线轮上的切割线的长度( >210km),如果长度不够,请更换新的足够长的线,同时要调整放线轮的参数(直径、线长--km).按F15 检查左侧收线轮上线的长度(<430 km),如果长度已超出,请更换新的收线轮,同时要调整收线轮的参数(直径、线长--km),并在新的收线轮上预先绕上1km的线(手动执行).(如出现收线轮线长的报警等,可将收线轮上的线长临时改为2km, 待正常后,再将其改回正确的值。)。
4、检查小的导线轮,如果有损伤等情况时,可将其更换,正常切割10次左右后,将其更换。
5、将左、右侧的门关闭。
6、检查浆料供给是否正常 (向前、向后)?
7、检查浆料罐浆料过滤器的压力(最大不要超过: 0.5 bar,否则要更换新的过滤袋)。
8、检查浆料的喷嘴是否被堵住?如果不是很干净,请将其清洗干净。
9、将所有工件的夹紧部位清洁, (较长晶棒的一侧紧靠活动轴承一侧) ,并将其锁紧。
10、检查冷却水的温度在切割时不要超过19ºC (按F14,àB1701)。检查柜内的冷却水系统的压力必须分别在:最低 5 bar; 2.5 bar; 5 bar. (冷却系统必须全部打开)。
11、按F11,F4 检查浆料的密度是否在范围内? (=1.65 ± 0.001kg/l)
12、按F11/S10 检查浆料的温度及其设定值 “Set” 是否正确(25.4°)?
13、按F12 检查切割的工艺参数 (是否为正确的切割过程参数)?
14、按F13 检查工件进给的调节因子是否设定在 100%?按F13 检查所有工件是否被锁紧?并调整设定切割时的零点(按F5,降低工作台).调节上工作台面,按F9 先释放夹紧,再手动转动机器右侧的手轮,调节结束后,并将工作台再次锁紧。按F13/S3 检查工件的位置是否回到 2.000mm处?按F13/S10 检查在切割时的进给速度是否设定为:1mm/min?
15、按F14/S10 检查轴承和马达的温度设定值 “Set” 是否正确(23°)?
16、按F15 检查线速度的调节因子是否设定在 100%?按F15 检查向前/向后进线的按钮应没有被激活(F5)?按F15 检查切割进线的方向设定是否正确 (F6, 向左侧进给 “ß”)?按F15 检查断线检查键应被激活 (F8)?按F15检查接地检查键应被激活 (F9)?按F15/S10 检查线的张力(自动模式下)设定值是否正确 (应为:35N)?按F15/S10 检查线速度在自动模式下设定是否正确(应为:12m/s)?
17、按F16/S10 剩余时间值是否正确?在开始自动切割前检查不允许有报警信息存在。将门用钥匙关闭并锁紧(off 侧),并将钥匙取出保管好。在按“自动开始切割模式“后将最顶层画面显示在窗体上,并确认切割时间是否正确?在按“自动开始切割模式“后将最顶层画面显示在窗体上,并确认此次切割所要消耗的线长是否正确?
18、开始切割.按“<->”按钮。
六:切割中注意事项。在切割过程中要观察机器的运行状况 (轴承的温度;浆料的温度/ 浆料的流量;线的张力等。
七:切割后检查步骤。
1、在切割结束时,按“ENTER”键确认信息;
2、在顶层画面按F3 键,将自动模式改为“SETUP”模式;
3、用钥匙将门解锁(to “ON” side);将前门打开;
4、检查晶棒是否被完全切透成薄片;(如果没有,请在profile里将切割结束的位置再向下切 1mm ,最低位置设定为: –133.5 mm ,并继续运行切割。)
5、按F13,S10,将进给速度降为: 20mm/min ;在手动模式下,按S13,升起切割后的晶片,将工作台升到 > +1mm.同时要检查所有的切割线在升起过程中正常.按F13, S2 .使返回工作台按钮闪烁,并将作业台自动回升到装/卸工件的位置。
6、将工件解开缩紧。
7、将工件从机器中取出。
8、关上前门。
八:脱离硅片。两人各持夹持导轨的一端,将晶棒移出泡片盒,来到脱胶水槽上方,用力将晶棒翻转过来,放在水槽中。先用洁净的冷水冲洗硅片,将付着在硅片上的浆料冲洗干净,然后用65度的热水浸泡,使胶软化,硅片能从玻璃垫条上取下来。注意热水不能飞溅到硅片上,热水也不能浸泡到硅片上。取下的硅片按《粘晶棒记录表》的顺序摆放在盛有清水的容器中。将脱离硅片的夹持导轨从脱胶水槽中取出,松开螺栓,取下导轨,将玻璃垫条和金属垫条放在脱胶加热器上准备脱胶。
九:脱离玻璃垫条。打开脱胶加热器,等待30分钟左右,用小铲插入玻璃垫条和金属垫条之间,使玻璃垫条和金属垫条分离。脱离下的玻璃垫条丢弃,将金属垫条上固化的胶清理干净,冷却后等待下次切割。
关键词:
线切割
- 推荐
- 政策
- 市场
- 企业
- 产业
- 技术
- 专栏
- 招标
- 更多









































- 行情
- 财经
- 展会
- 光热
- 储能
- 碳交易
- 能源互联网电改






-

-

- 慕尼黑光伏展|国强兴晟圆满落幕
-
 1天前
1天前 国强SINGSUN
国强SINGSUN Intersolar2022光伏展会国强兴晟
Intersolar2022光伏展会国强兴晟
-

-

- 直击Intersolar | 兴储世纪闪耀2022 Intersolar Europe
-
- 3天前
- 兴储世纪科技股份有限公司
- Intersolar2022兴储世纪光伏展会
-
-

-

-

-

- 直击Intersolar | “2分钟云看展”,尽览隆基在Intersolar Europe的高光时刻
-
- 6天前
- 隆基LONGi Solar
- Intersolar2022隆基光伏企业光伏展会
-

- 直击Intersolar | 现场“云”签约,金辰股份Intersolar Europe之旅收获满满
-
- 6天前
- 金辰股份Jinchen Corp
- Intersolar2022金辰股份光伏展会


















 推荐阅读
推荐阅读
 最新活动
最新活动- more
 新闻排行榜
新闻排行榜
- 日榜
- 周榜
- 月榜
-
1 隆基绿能与帝尔激光签订6.74亿电池激光设备采购合同,或将应用于HPBC产线

- 5月19日,帝尔激光(SZ:300776)发布公告,公司于2021年5月18日至2022年5月18日期间,公司与隆基绿能(SH:601012)的七家子公司签订太阳能电池激光加工设备销售合同,合同累计金额为67,396.05万元(税后),占公司20
-
2 安徽芜湖:新建“光伏配储”项目最高补贴100万元,连补五年!

- 日前,安徽省芜湖市人民政府印发《关于加快光伏发电推广应用的实施意见》,文件明确,到2025年,全市光伏发电装机规模达到260万千瓦以上。到2025年,公共机构新建建筑可安装光伏屋顶面积力争实现光伏覆盖率达到50%以上。
-
3 索比光伏价格指数:产业链价格维稳,未来仍有上涨可能(5月第三周)

- 本周组件价格维持稳定。地面电站单晶166双面1.89元/W,单晶182双面1.95元/W,单晶210双面1.95元/W;分布式电站单晶166单面1.87元/W,单晶182单面1.93元/W,单晶210单面1.93元/W。
-
4 注资1000万!天合光能投资成立新公司或“跨界”房地产

- 天眼查App显示,合业置业(盐城大丰)有限公司于2022年4月29日成立,法定代表人为仝斌,注册资本1000万元,经营范围包含房地产开发经营;住宅室内装饰装修;建设工程施工;建设工程设计等。
-
5 浙江:实施“风光倍增工程”,新增光伏装机力争达到1500万千瓦!

- 5月19日, 浙江省人民政府办公厅关于印发《浙江省能源发展“十四五”规划的通知》。文件指出,十四五”期间,浙江省全省新增海上风电、光伏装机翻一番,实施“风光倍增工程”,增量确保达到1700万千力争达到2000万千瓦。
-
1 组件再涨!价格再返2元时代

- 本周组件价格再次全线上涨。地面电站单晶166双面1.89元/W,单晶182双面1.95元/W,单晶210双面1.95元/W;分布式电站单晶166单面1.87元/W,单晶182单面1.93元/W,单晶210单面1.93元/W。
-
2 德州:叫停租赁他人屋顶建设光伏项目
- 德州市发改委、德州市行政审批服务局、国网山东省电力公司德州供电公司发布关于进一步做好屋顶分布式光伏发电项目建设管理工作的通知。文件明确为进一步规范德州市光伏发电项目建设和运行管理,对于自然人利用自有住宅及其住宅区域内建设的分布式电源发电项目,由供电公司代为行政审批服务部门备案,审批后由供电公司出具接入系统方案,按照方案要求开展项目建设;
-
3 隆基、阿特斯、天合、晶科、比亚迪等被美商务部列为反规避“调查”重点

- 5月13日,美国商务部公布了正在进行的反规避调查(AD/CVD)强制性受访者名单,从泰国、越南、马来西亚、柬埔寨全部76家受访企业中确认了八家企业进行更深入调查。
-
4 韩华投资3.2亿美元将扩产美国、韩国光伏产能

- 5月11日,知名光伏企业韩华Q-CELLS表示将投资3.2亿美元,用于扩大其在美国和韩国的产能,以应对日益增长的全球太阳能需求。
-
5 未来四年经营业绩CAGR或超30%!阳光电源宣布回购股份用于股权激励
- 5月13日,阳光电源(SZ:300274)发布《关于回购公司股份方案的公告》以及《2022年限制性股票激励计划》(草案),公司拟回购500-1000万股股份(约占公司已发行总股本的0.3367%-0.6733%),回购价格不超过100元/股,
-
1 重磅!2022光伏政策发布,户用仍有补贴可能

- 2022年4月8日,国家发改委价格司下发《关于2022年新建风电、光伏发电项目延续平价上网政策的函》,明确:2022年,对新核准陆上风电项目、新备案集中式光伏电站和工商业分布式光伏项目,延续平价上网政策,上网电价按
-
2 1.849~1.895元,一道、晶科、天合、晶澳等8企入围华润5.1GW组件集采
- 5月9日,华润电力第四批光伏项目光伏组件设备集中采购发布中标候选人公示。据悉,本次招标规模共计5.1GW,组件招标规格方面,除标包5包含100MW功率不低于545W的单面组件外,其余各标段基本选用540W及以上双面双玻组件。同时,标包6特别提出,组件宽度应为1133±2mm,基本确定为182组件,其余标包并未提出相关要求。交货期为签订采购合同且收到备料款后30日内第一批货到现场。
-
3 光伏企业2021年报总结:主产业链两极分化,设备厂商成隐形赢家
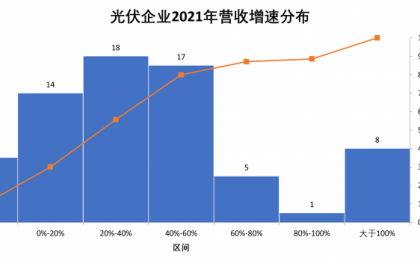
- 导读:随着五一假期前各大光伏龙头企业相继发布2021年度报告,历时4个月之久的年报季正式落下帷幕。为了客观反映2021年光伏行业的整体运行情况,索比光伏网在A股市场中选取了70家具有代表性且光伏业务在整体营收中占
-
4 总投资238亿!协鑫集团、东源科技20万吨颗粒硅项目落户乌海

- 5月9日,乌海市人民政府与协鑫集团有限公司、内蒙古东源科技有限公司就总投资238亿元建设颗粒硅及配套下游产业一体化项目举行签约仪式。市委书记唐毅,市委常委、常务副市长贾庆东,市委常委、副市长胡善顺,协鑫及东源公司领导出席签约仪式。
-
5 国家能源局:2022年第一季度光伏发电新增1321万千瓦!
- 今天,国家能源局召开二季度网上新闻发布会,发布2022年一季度能源形势、可再生能源并网运行情况以及煤层气开发情况,解读《电力可靠性管理办法(暂行)》,并回答记者提问。



 >
>
