1、 压线断线
1.1、压线断线分为假压线和真压线两种
在这两种情况下真压线的断线率要假压线的高。其主要原因是在钢线本身,还有一种可能是断线后采用反切方法排线不真确也会产生。
2、 晶棒中间部位断线。
2.1、晶棒本身的原因。如硬点。
硬点的在多晶内部经常出现的一种物质对切片的本身会有一定的影响。在断线出会出现很多不规则的才破裂,硬点处常常会伴有线痕。
2.2、由于导向条原因断线。
使用导向条的原因是为了便于切割和避免条线。但是由于导向带来的断线也有是会出现。
在粘棒的过程中导向条不是按照晶棒的中心等边粘贴的在切割的中形成的线弓,而线弓的中心不和晶棒的中心重合造成了线弓的两端角度不同从而影响钢线的受力。钢线长时间在同一处受力,应力集中产生断线。
3、无固定位置断线
3.1砂浆断流。
在硅片的切割过程中,砂浆和钢线起着决定性的作用。砂浆断流引起的断线多数出现在硅片将要切割完毕时发生。使用MB机器是机器的砂浆系统有一个弊端。在砂浆系统中如果出现程序中砂浆流量程序过度太急促会引起短时间的砂浆断留,这时候钢线和晶棒之间是干摩擦温度十分的高,金属由于瞬时高温会产生热疲劳从而形成短线。
3.2导向条
在切割的过程中,当钢线切到晶棒时,导向条的作用也就失去了,由于被切成了很小的薄片他会混合在砂浆中,随着砂浆在钢线上附着有时会卡在钢线上造成断线。
3.3准备工作
在硅片切割过程中,准备工作是十分必要的也是不能缺少的一个重要环节。准备工作在晶棒切割前对线网清扫、排线检查、钢线的张力检查等的一次汇总。它的切割的重要组成部分。
4、 收线轮断线
关于收线轮断线的问题一直是很难有一个定论。原因很多,主要有下几种:
4.1排线的问题。在切割过程中收线轮处的排线轮由于行程有细微的过大,而切割后的钢线本身在切割过程中有了比较均匀的磨损;由于排线轮的行程大了一点,线和收线轮的飞边相摩擦产生一个切向力(废钢线也有一定的张力)。如果在微观发方面看的话,是由于排线行程过大的那一刹那被收线轮的飞边给切断的。
4.2收线轮的原因。在排线正常的情况下由于收线轮的飞边上有金属毛刺。在收线轮高速旋转的情况下,在飞边上的毛刺产生发切力很大足以截断一根0.120的钢线。
4.3收线轮处的张力臂张力不平稳。在一切情况都排除在外时收线轮处的断线最有可能是由于收线轮处的张力臂张力不平稳引起的,忽高忽低的张力给废钢线施加了一个变量的力。在金属力学中这是一大忌,钢线就是这样被疲劳拉断了。
5、 导轮原因。
5.1导轮在整个硅片切割中起着控制硅片厚薄的一个组成部分也的直接接触切割的设备备件之一。由于长时间接触切割在导轮的槽中存在着很多砂浆和硅的粉末,而这些杂物被钢线不断的挤压不免有一些尖锐的物质存在其中,如果是这种情况下发生的断线则钢线是被压断的。
5.2导轮损坏引起的断线。导轮使用时间过长,导轮的槽深也不断的增加的。 钢线卡在其中无法顺畅的进出,从而钢线被拉断。
- 推荐
- 政策
- 市场
- 企业
- 产业
- 技术
- 专栏
- 招标
- 更多


















































- 行情
- 财经
- 展会
- 光热
- 储能
- 碳交易
- 能源互联网电改

















































 推荐阅读
推荐阅读
 最新活动
最新活动- more
 新闻排行榜
新闻排行榜
- 日榜
- 周榜
- 月榜
-
1 扬州协鑫光伏代表全省职工列队第十九届江苏省运会

- 9月21日,江苏省第十九届运动会在扬州开幕。来自扬州协鑫光伏的60位一线员工代表全省3800万职工,在省运会开幕式方阵中亮相,齐声喊出劳动光荣,工人伟大,奋力拼搏,共创辉煌的响亮口号。作为唯一的企业职工方阵,
-
2 北京市分布式光伏发电项目奖励:0.3元/度 连补5年

- 9月25日,北京市发改委公开发布《北京市分布式光伏发电项目奖励名单(第六批)》,市级财政对以上项目按照发电量给予0.3元/千瓦时的奖励,奖励期限为5年。各有关单位:根据市财政局、市发展改革委《关于印发北京市分布
-
3 国家能源局综合司关于梳理“十二五”以来风电、光伏发电项目信息的通知
- 国家能源局综合司关于梳理十二五以来风电、光伏发电项目信息的通知
-
4 “技术领跑、引领光伏未来”,隆基铜川技术领跑基地正式开工

- 三、二、一,启动,随着铜川市委书记杨长亚一声令下,在工程机械的轰鸣声中,隆基铜川光伏发电技术领跑者基地项目正式开工建设,这也成为我国首批三个光伏技术领跑者基地中,第一个正式开工的项目。9月26日上午,技
-
5 《可再生能源电力配额制》第二轮征求意见稿发布
- 2018年3月23日国家能源局曾经发布《可再生能源电力配额及考核办法(征求意见稿)》,可再生能源配额制历时多年尘埃落定。近日,国家能源局新一轮可再生能源配额制征求意见稿已印制,正式下发给行业协会及相关企业,将
-
1 【突发】国家能源局局长努尔·白克力涉嫌严重违纪违法被查

- 国家发展和改革委员会党组成员、副主任,国家能源局党组书记、局长努尔白克力涉嫌严重违纪违法,目前正接受中央纪委国家监委纪律审查和监察调查。努尔白克力简历努尔白克力,男,维吾尔族,1961年8月生,新疆博乐人
-
2 贪腐重灾区!国家能源局局长努尔·白克力被查

- 中央纪委国家监委网站早晨8:00挂出消息,国家发展和改革委员会党组成员、副主任,国家能源局党组书记、局长努尔白克力涉嫌严重违纪违法,目前正接受中央纪委国家监委纪律审查和监察调查。一时间激起纷纷议论。努尔
-
3 合肥地方光伏补贴出台:分布式0.15元/kWh 连续补贴5年
- 合肥市地方光伏补贴出台:分布式0.15元/kWh 连续补贴5年
-
4 国家能源局原副局长王晓林被公诉:涉嫌受贿,“甘于被围猎”

- 近日,国家能源局原党组成员、副局长王晓林(正厅级)涉嫌受贿罪一案,经最高人民检察院指定,由衡水市人民检察院向衡水市中级人民法院提起公诉。检察机关在审查起诉阶段,依法告知了被告人王晓林享有的诉讼权利,并讯
-
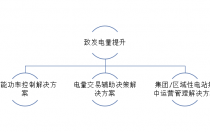
5 天合光能创新解决方案保障通信基站用电安全

- 9月13至14日,天合光能股份有限公司商用价值群执行总裁杨军应邀在成都出席一年一度的中国通信能源会议,并发表智能直流微网系统在通信基站的应用主题演讲。天合光能杨军作主题演讲现今,通信信息使用的广泛性和重要
-
1 浙江地方光伏补贴正式出台:户用0.32元/kWh、工商业0.1元/kWh
- 浙江地方光伏补贴正式出台:户用0.32元/kWh、工商业0.1元/kWh
-
2 【突发】国家能源局局长努尔·白克力涉嫌严重违纪违法被查
- 国家发展和改革委员会党组成员、副主任,国家能源局党组书记、局长努尔白克力涉嫌严重违纪违法,目前正接受中央纪委国家监委纪律审查和监察调查。努尔白克力简历努尔白克力,男,维吾尔族,1961年8月生,新疆博乐人
-
3 协鑫集成获得全球首张光伏组件印度BIS认证证书
- 近日,历经漫长的测试与BIS严格审核工作,协鑫集成成为全球首家获得BIS认证的企业,该认证系光伏组件进入印度国内市场的重要通行证。协鑫集成印度BIS认证测试于3月开始,由VDE、Perfectcare solution LLP以及印度Hyp
-
4 贪腐重灾区!国家能源局局长努尔·白克力被查
- 中央纪委国家监委网站早晨8:00挂出消息,国家发展和改革委员会党组成员、副主任,国家能源局党组书记、局长努尔白克力涉嫌严重违纪违法,目前正接受中央纪委国家监委纪律审查和监察调查。一时间激起纷纷议论。努尔
-
5 协鑫集成“鑫单晶”组件实现突破性量产 四季度可面向全球供货
- 近日,记者从协鑫集成(002506.SZ)获悉,其鑫单晶高效组件产品量产实现突破性进展,目前包括领跑者及光伏扶贫在内的多个项目正陆续交货。据介绍,协鑫集成以高于领跑者技术标准实现了扶贫项目中标,陆续交付的鑫单晶